2706
Proceedings of the 18
th
International Conference on Soil Mechanics and Geotechnical Engineering, Paris 2013
Proceedings of the 18
th
International Conference on Soil Mechanics and Geotechnical Engineering, Paris 2013
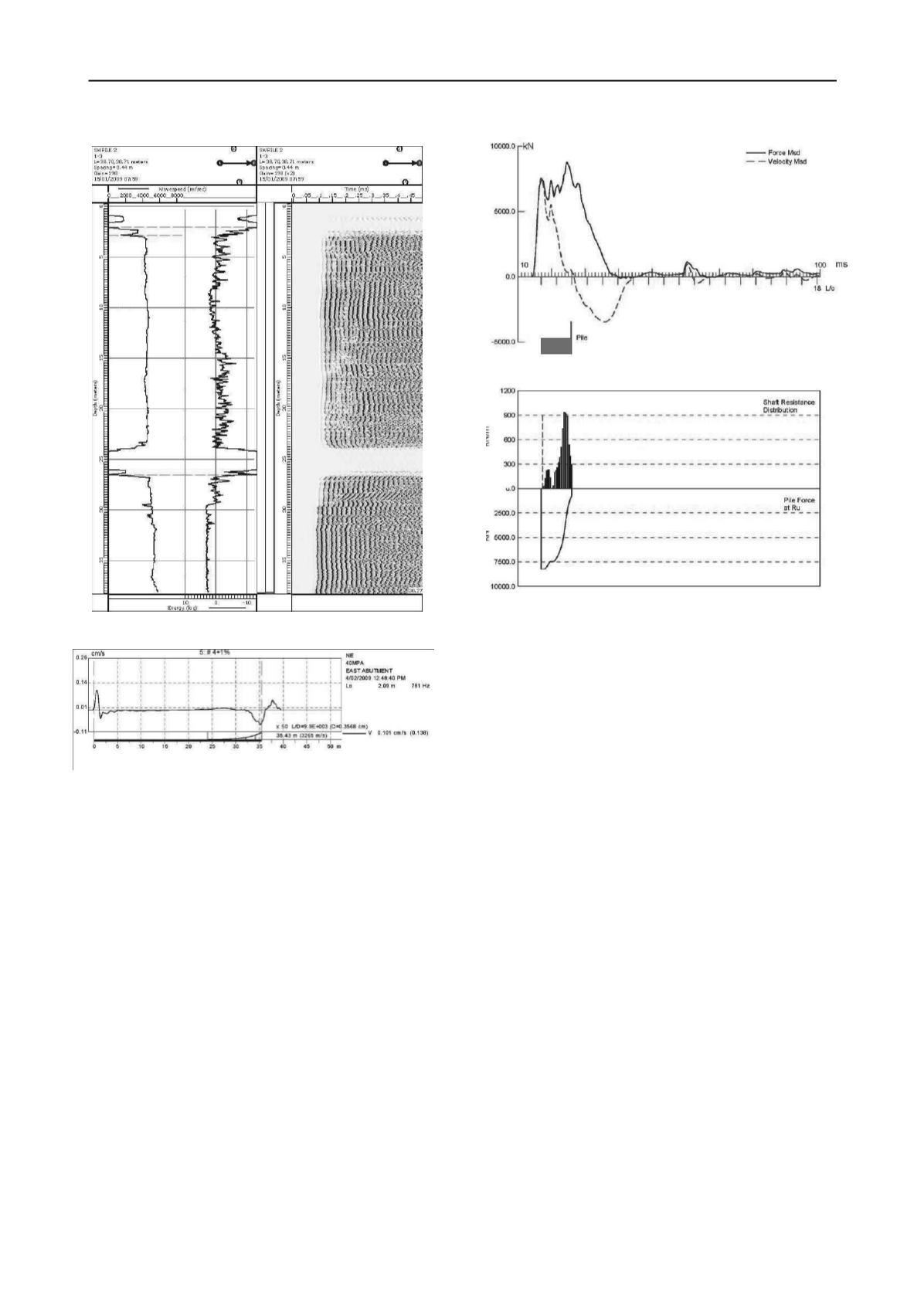
restrike was adequate for all pile positions - upstream,
downstream and longitudinal. (Figure 10).
The skin resistance distribution shown in the CAPWAP
®
appears to reduce toward the toe because at such small sets not
much of the energy of the input blow reached the lower part of
the pile and the reduced energy did not strain the ground enough
to generate the full resistance that was available. The available
resistance probably does not reduce. If the pile could have been
struck harder, then even more resistance would have been
demonstrated.
7. DRIVEN PRODUCTION PILES
It was considered the driven pile created a more reliable
foundation and repairs could be easily accomplished by re-
driving if necessary. A decision was made to change the
foundations for all piers from bored piles into driven piles. In
addition repairs for the abutment piles were also to be driven
piles.
The effect of this decision was to dramatically improve
production rates on the pile foundations. Because the concrete
was eliminated from the pile there were also considerable
savings over the original design.
Owing to the numerous problems experienced during initial
piling and the tripod design that provided no redundancy, the
client required that all driven piles undergo PDA testing.
Production testing was conducted remotely or by "stand-alone."
(Likins, Hermansson, Kightley, Cannon and Klingberg 2009)
The shorter piles at the western end of the bridge could be
tested with the smaller 9ton hammer, however from almost
exactly the centre of the bridge it was necessary to use the larger
16t hammer to demonstrate the required resistance. In some
cases it was necessary to wait for "set-up" and conduct restrikes
at 1-7 days after driving.
Tension resistance, particularly on upstream piles, was of
critical importance. In some cases the resistance demonstrated
by CAPWAP appeared to be heavily concentrated near the toe
and owing to concern about the ability of CAPWAP to
accurately differentiate between skin friction near the toe and
toe resistance the author was requested to provide an estimate of
the "minimum likely" skin friction. The method adopted was
purely arbitrary and comprised starting with "best match" and
moving skin friction to toe resistance until the match quality
increased by one percent, ie CAPWAP match quality increased
from 3.1 to 4.1 percent error.
8. CONCLUSIONS
Low strain and high strain dynamic pile testing was
incorporated into both the design revision and construction
verification aspects of this successful project.
During construction both high strain and low strain
dynamic testing demonstrated serious problems with the
"constructability" of the original bored pile design.
An innovative decision was made to radically change the
pile design, from a bored pile to a driven steel tube pile.
Dynamic pile testing was able to confirm pile resistance
and provide a high level of confidence in the foundation. The
bridge has been working as designed through 3 cyclone seasons
carrying some of the heaviest train axle loadings in the world.
9. REFERENCES
Likins, Hermansson, Kightley, Cannon and Klingberg 2009
Advances in Dynamic Foundation Testing Technology
IFCEE Orlando, Florida USA
Figure 9 PIT results for East Abutment NW pile
Figure 10 CAPWAP results for Test Pile 3
Figure 8 CSL result on production pile


